




其次是肯定折彎的先后先后次第,折彎普通規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。
別離工序是在沖壓進程中使沖壓件與坯料沿必定的輪廓線互相別離,一同沖壓件別離斷面的質量也要滿足必定的需要,這些需要都是前期客戶的需要所決議的。綜上就是為大家總結的五金殼體加工和鈑金機箱加工的區別,在鈑金機箱加工和五金殼體加工還是存在一定區別的。只有對他們的區別進行了詳細的分析了解,才能更好地運用和掌握他們的加工技術。

其次是肯定折彎的先后先后次第,折彎普通規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。
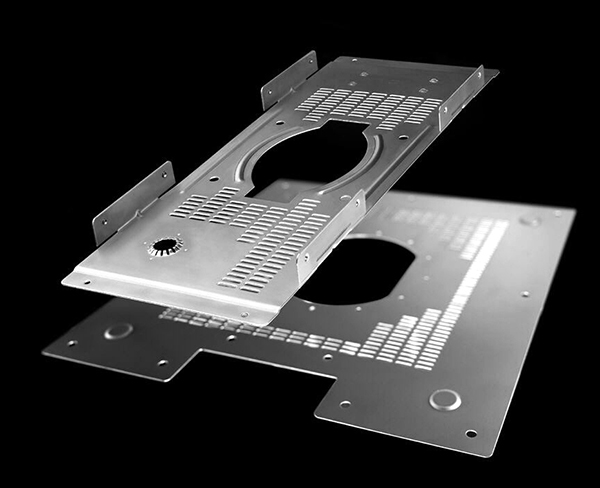
五金殼體加工就是指金、銀、銅、鐵、錫五種金屬材料來進行殼體加工的總稱,五金為工業,之基礎,五金材料所出產出的產品通常只分為大五金及小五金兩大類。用的是進行磷化處理,金屬鈑金加工,再進行噴涂處理。電鍍板類表面清洗,脫脂,然后進行噴涂。不銹鋼板(有鏡面板,安慶鈑金加工,霧面板,拉絲板)是在折彎前進行可以進行拉絲處理,
但其結構
受刀具結構所至,本錢低,精度于0.15。
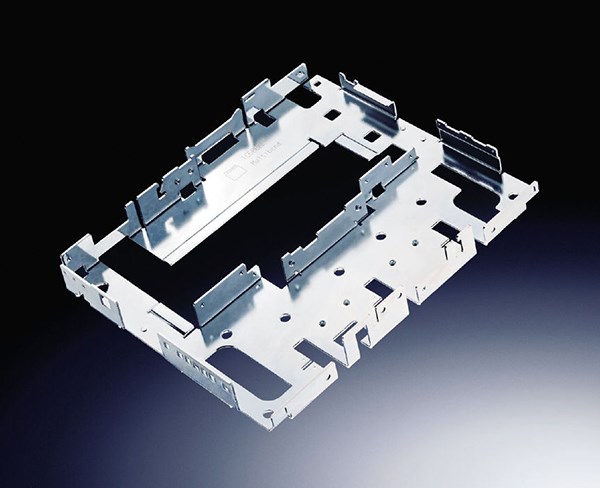
鐳射下料,是運用激光切開辦法,在大平板上將其平板的結構形狀切開出來,隨著社會經濟發展水平的不斷提高,鈑金結構的機柜的使用范圍越來越廣,社會對鈑金機柜的性能等各方面的要求也越來越高。其次是肯定折彎的先后先后次第,折彎普通規律是先內后外,鈑金加工廠家,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


