




鈑金加工折彎工藝是什么鈑金折彎金屬板材的彎曲和成型是在彎板機上進行的,將要成型的工件放置在彎板機上,用升降杠桿將制動蹄片提起,工件滑動到適當的位置,然后將制動蹄片降低到要成型的工件上,通過對彎板機上的彎曲杠桿施力而實現金屬的彎曲成型。較小折彎半徑是成型金屬的延展性和厚度的函數。對于鋁板來說,金屬的折彎半徑要大于板材的厚度。折彎時,由于有一定的回彈,金屬折彎的角度要比要求的角度稍大一些。金屬板材的折彎是在金屬加工車間進行的。






一些批量大的工件還用到工裝保護;工件不裝配噴涂時,不需要噴涂的區域用耐高溫膠帶和紙片擋住,一些露在外面的螺母(螺柱)孔用螺釘或耐高溫橡膠保護。如工件雙面噴涂,用同樣方法保護螺母(螺柱)孔;小工件用鉛絲或曲別針等物品竄在一起后噴涂;一些工件表面要求高,在噴涂前要進行刮灰處理;一些工件在接地符處用耐高溫貼紙保護。在進行噴涂時,首先工件掛在流水線上,用氣管吹去表面的粘上的灰塵。進入噴涂區噴涂,噴完后順著流水線進入到烘干區,然后從流水線上取下噴涂好的工件。其中還有手工噴涂和自動噴涂兩類,這樣采用的工裝就不同了。
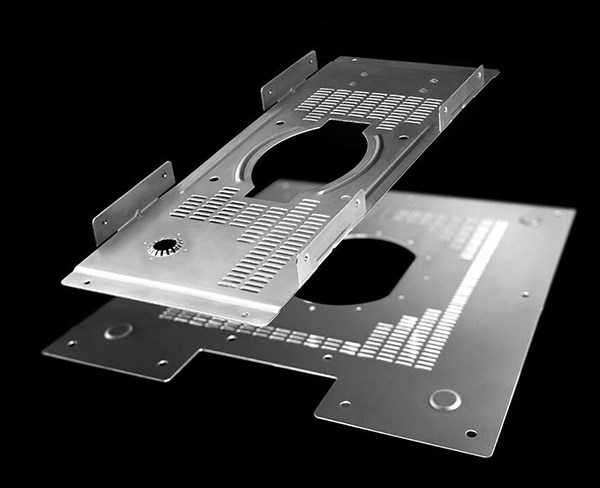
鈑金加工的基本流程、剪料:指材料經過剪板機得到矩形工件的工藝過程。2、下料:指工件經過LASER切割或數控沖床沖裁的工藝過程。3、落料:指在普通沖床或其他設備上使用模具加工得到產品形狀的工藝過程(即產品落下)。4、沖孔:指工件由普通沖床和模具加工孔的工藝過程(即廢料落下)。5、折彎:指工件由折彎機成型的工藝過程。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


