




鈑金加工中的重要工序,粉末靜電噴涂世界上粉末靜電噴涂設備于962年由法國的SAMES公司研制成功,此后粉末靜電噴涂技術在迅速發展,正逐漸取代溶劑型涂料涂裝技術。從事噴涂行業的都知道靜電噴涂設備流水線所噴工件表面的漆層其均勻度、光澤度以及附著力均比普通手工噴漆尤佳。同時靜電噴漆不論是普通噴漆、油性和磁性的調和漆、過漆、氨基樹脂漆、環氧樹脂漆等都可以噴,操作簡單,且比一般氣噴能節省50%左右的油漆。噴涂時通常要求氣壓高,漆粒細,速度快。但氣壓過高,則會破壞電力的作用。應根據所用油漆涂料品種、涂裝現場和待涂工件等的不同,而選擇相適應的漆壓和氣壓。





鈑金加工工藝圖面審核,要編寫零件的工藝流程,首先要知道零件圖的各種技術要求;則圖面審核是對零件工藝流程編寫的重要環節。、檢查圖面是否齊全。2、圖面視圖關系,標注是否清楚,齊全,標注尺寸單位。3、裝配關系,裝配要求重點尺寸。4、新舊版圖面區別。5、外文圖的翻譯。6、表處代號轉換。7、圖面問題反饋與處埋。8、材料9、品質要求與工藝要求0、正式發行圖面,須加蓋品質控制章。
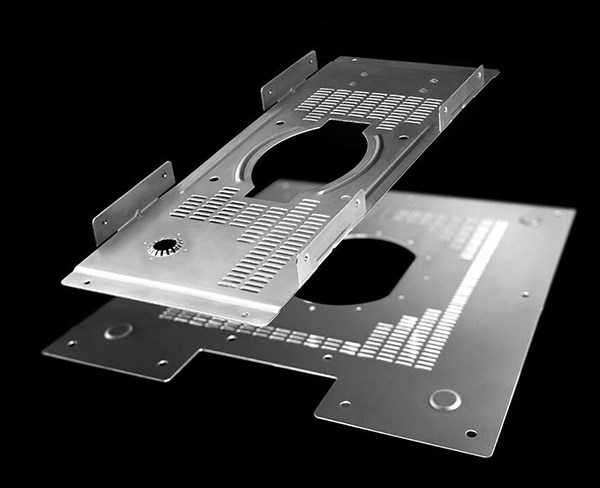
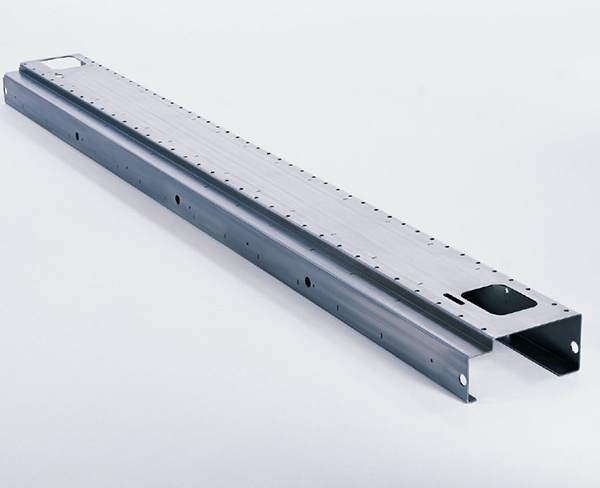
鈑金加工的基本流程、碰焊:又稱:“點焊”,是指由碰焊機將工件面對面焊接連接的工藝過程。2、植焊:指用植焊將植焊螺釘牢固地焊接在工件上的工藝過程。3、焊接打磨:主要指采用打磨機。銼刀等工具使工件焊疤處光滑。平整的工藝過程。4、前處理:指工件鈑金加工完成后,在噴漆或噴粉以前,用電解溶液對工件進行除油。除銹及增加工件表面覆膜(如磷化膜)并清洗的工藝過程。5、刮灰:指采用原子灰彌補工件表面的缺陷如焊接縫隙或凹坑的工藝過程。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


